Langkah apa saja yang termasuk dalam proses penggulungan pelat titanium (seperti penggulungan awal, penggulungan panas, penggulungan dingin, dll.)? Jenis rolling mill apa yang digunakan? Bagaimana cara mengontrol suhu penggulungan dan reduksi untuk memastikan struktur mikro dan kinerja pelat yang seragam?
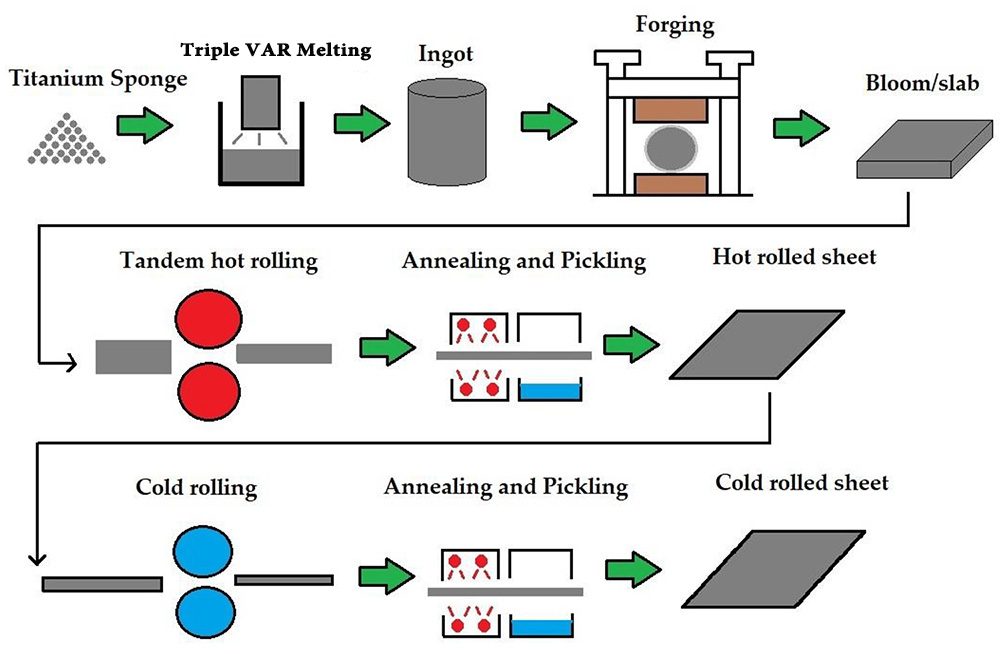
Penggulungan titanium dan pelat paduan titanium adalah proses kompleks yang mengintegrasikan ilmu material, kontrol mekanis, dan optimalisasi proses. Alur prosesnya dapat dibagi menjadi tiga tahap inti: pengerolan awal, pengerolan panas, dan pengerolan dingin. Setiap tahap sesuai dengan peralatan rolling mill dan parameter proses tertentu.
(1) Tahap pengguliran awal
Penggilingan awal biasanya menggunakan rolling mill dua gulungan yang dapat dibalik. Tugas utamanya adalah memecah struktur kristal kolumnar dari ingot paduan titanium dan mencapai deformasi plastis awal. Pada tahap ini, suhu pemanasan ingot harus dikontrol secara ketat (biasanya 30-50℃ di atas wilayah fase β), dan cacat pengecoran harus dihilangkan melalui beberapa lintasan penggulungan deformasi kecil (pengurangan per lintasan ≤15%). Changzhou Bokang Special Material Technology Co., Ltd. telah secara signifikan meningkatkan keseragaman struktur mikro pada tahap penggulungan awal dengan mengoptimalkan proses homogenisasi ingot dan menggabungkan simulasi numerik untuk memprediksi ketahanan deformasi.
(2) Tahap penggulungan panas
Pengerolan panas menggunakan pabrik penggilingan ireversibel empat gulungan atau pabrik penggilingan universal untuk melakukan pemrosesan deformasi besar di wilayah dua fase α β. Pada tahap ini, butiran dimurnikan melalui rekristalisasi dinamis, dan suhu penggulungan akhir (biasanya tidak kurang dari 850℃) harus dikontrol untuk memastikan plastisitas material. Tungku pemanas tipe kotak digunakan bersama dengan sistem kompensasi pemanas induksi untuk mencapai akurasi suhu ±10℃. Distribusi pengurangan lintasan pengerolan panas mengikuti prinsip ""piramida", yaitu beberapa lintasan pertama menggunakan pengurangan 20-25%, dan lintasan berikutnya secara bertahap meningkat menjadi 35-40%, dikombinasikan dengan proses pendinginan air yang cepat di antara lintasan untuk secara efektif menghindari pertumbuhan butiran yang berlebihan.
(3) Tahap penggulungan dingin
Pengerolan dingin dilakukan pada pabrik penggilingan dingin empat gulungan atau enam gulungan, terutama untuk meningkatkan kualitas permukaan dan keakuratan dimensi pelat. Hal ini diperlukan untuk menggunakan beberapa lintasan penggulungan deformasi kecil (reduksi satu lintasan ≤10%) dikombinasikan dengan proses anil menengah, dan deformasi kumulatif dapat mencapai lebih dari 80%. Changzhou Bokang telah meningkatkan akurasi kontrol bentuk pelat hingga ±5μm dengan memperkenalkan teknologi roller cross. Kekasaran permukaan pelat titanium kelas medis yang dihasilkannya adalah Ra≤0,2μm, mencapai tingkat terdepan internasional.
Pemilihan peralatan rolling titanium secara langsung mempengaruhi kualitas pelat akhir dan perlu dirancang sesuai dengan karakteristik material:
(1) Pemilihan jenis rolling mill
Pabrik penggilingan primer: Pabrik penggilingan reversibel dua gulungan ujung tertutup digunakan, dilengkapi dengan sistem AGC hidrolik (kontrol ketebalan otomatis), dan rasio diameter gulungan dikontrol antara 1,8-2,2 untuk mengoptimalkan kondisi gigitan
Pabrik penggilingan panas: Pabrik penggilingan empat gulungan yang tidak dapat diubah digunakan, dengan diameter gulungan kerja 350-400mm dan diameter gulungan pendukung 1400-1600mm, dilengkapi dengan sistem gulungan lentur dan perangkat pemindah gulungan, dan akurasi kontrol bentuk pelat mencapai ±15I
Pabrik penggilingan dingin: Pabrik penggilingan enam gulungan sistem gulungan gabungan UC/VC digunakan, langkah perpindahan aksial dari gulungan perantara adalah ±150mm, dan pengukur kecepatan laser serta pengukur ketebalan digunakan untuk mencapai kontrol loop tertutup
(2) Optimasi material sistem roll
Gulungan kerja terbuat dari paduan berbasis besi kromium tinggi (Cr12MoV), dan permukaannya disemprot dengan lapisan komposit CrN/Al2O3 dengan kekerasan lebih dari HV1200, yang secara efektif menahan adhesi titanium. Rol pendukung mengadopsi teknologi pengecoran sentrifugal besi cor dingin tak terbatas, dan perbedaan gradien kekerasan permukaan roller dikontrol dalam HS15 untuk memastikan stabilitas bentuk roller.
Kontrol suhu dan deformasi yang akurat adalah kunci untuk memastikan keseragaman struktur dan kinerja pelat titanium, dan model kontrol kopling multi-parameter perlu ditetapkan.
(1) Sistem kontrol suhu
Proses pemanasan: Sistem pemanas tiga tahap diadopsi (bagian pemanasan awal 600-700℃/bagian isolasi 850-950℃/bagian pemanasan 900-980℃), dan termometer inframerah digunakan untuk mencapai pemantauan suhu waktu nyata
Kontrol suhu proses penggulungan: Pada tahap penggulungan akhir, sistem semprotan rol (akurasi kontrol volume air ±0,5L/mnt) digunakan, dan sistem kompensasi pemanasan resistansi digunakan untuk mengontrol fluktuasi suhu potongan yang digulung dalam ±20℃
Manajemen suhu penggulungan akhir: Distribusi medan suhu diprediksi melalui simulasi elemen hingga, dan model waktu tunggu suhu antar lintasan ditetapkan untuk memastikan suhu potongan yang digulung. Pastikan suhu penggulungan akhir tidak kurang dari 50℃ di bawah titik transformasi fasa
(2) Algoritma untuk mengoptimalkan pengurangan
Distribusi reduksi multi-lintasan: Berdasarkan model pengerasan kerja material, algoritma genetika digunakan untuk mengoptimalkan distribusi reduksi pada setiap lintasan untuk memastikan bahwa deformasi setiap lintasan bersifat "parabola"
Penyesuaian reduksi dinamis: Gaya rolling dipantau secara real time oleh pengukur tekanan, dan algoritma kontrol PID fuzzy digunakan untuk secara otomatis menyesuaikan reduksi untuk mengkompensasi pantulan celah roll (akurasi kompensasi ±0,02mm)
Batasi kontrol deformasi: Tetapkan kriteria reduksi kritis (ε_c=0,6σ_s/K), di mana K adalah pemrosesan material Koefisien pengerasan, pastikan reduksi satu lintasan tidak melebihi 85% dari nilai kritis
(3) Tindakan untuk menjamin keseragaman struktur
Kontrol ukuran butir: Kontrol fraksi volume rekristalisasi dinamis melalui parameter Z (Z=ε·exp(Q/RT)), dan pertahankan nilai Z antara 10-15 untuk mendapatkan butiran ekuaks yang seragam
Pengoptimalan tekstur: Gunakan proses penggulungan silang (putar pelat 45° per lintasan), dikombinasikan dengan teknologi penggulungan asinkron (perbedaan kecepatan garis antara rol atas dan bawah adalah 10-15%), untuk secara efektif melemahkan tekstur permukaan dasar
Kontrol tegangan sisa: Melalui proses penggulungan bolak-balik tegangan tarik-tekan, dikombinasikan dengan perawatan relaksasi stres selama anil mengontrol tegangan sisa dalam ±20MPa
Proses penggulungan pelat titanium memerlukan pembentukan jaringan kontrol kualitas proses penuh. Changzhou Bokang telah lulus sertifikasi sistem ISO9001/ISO13485 dan membangun sistem kontrol kualitas tiga tingkat "pemantauan proses pemeriksaan bahan baku dan pengujian produk jadi":
Deteksi online: dilengkapi dengan pengukur bentuk pelat, pengukur ketebalan, detektor permukaan, untuk mencapai kontrol online terhadap toleransi ketebalan ±0,02 mm dan toleransi bentuk pelat ±8I
Deteksi organisasi: Teknologi EBSD digunakan untuk menganalisis orientasi butir untuk memastikan ukuran butir ASTM Grade 8 memiliki rasio halus ≥90%
Verifikasi kinerja: Sifat mekanik diverifikasi dengan uji tarik, uji impak, dan uji korosi. Kekuatan tarik pelat titanium kelas medis adalah ≥850MPa dan perpanjangannya ≥18%, yang memenuhi standar ASTM F136
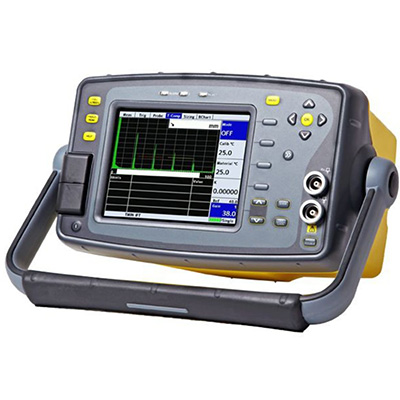
Pengujian non-destruktif: Teknologi array bertahap ultrasonik digunakan untuk mendeteksi cacat internal untuk memastikan tingkat kelulusan deteksi cacat 100%
Saat ini, teknologi penggulungan pelat titanium menunjukkan tiga tren perkembangan utama:
Penggulungan cerdas: Model penggulungan virtual dibuat melalui teknologi kembar digital untuk mencapai optimalisasi parameter proses secara online;
Teknologi pembentukan jaring dekat: Mengembangkan teknologi penggulungan kontinu pelat titanium ultra-tipis untuk mencapai produksi berkelanjutan pelat ultra-tipis 0,016 inci;
Teknologi manufaktur ramah lingkungan: Teknologi penggulungan elektroplastik (EPR) digunakan untuk mengurangi suhu penggulungan sebesar 30-50°C dan mengurangi konsumsi energi.
 Tanyakan kepada Kami
Tanyakan kepada Kami
 Bahasa
Bahasa